


近几年,我国的轮胎行业一直处于高速发展的阶段。尽管从2014年开始,受国内外众多因素影响,轮胎行业一直处于低谷,市场行情低迷。但根据中橡协数据显示,2015年,全国轮胎总产量为5.65亿条,同比仍然微增0.53%。就目前的行业情况来说,中国的轮胎工业技术仍然落后,产量的增加是建立在生产规模扩大的基础上,技术对产量的提升不足10%(保守估计),生产规模扩大以及技术落后导致轮胎企业面临的环境问题日益严重。2015年1月1日起实施修订后的《环境保护法》以及2013年9月实施的“大气防治10条”都迫使轮胎企业不得不将企业污染物排放问题纳入工作计划,否则将面临停产整顿、“按日计罚”、社会诚信黑名单等不同的处罚方式。
2014年4月早上,中国橡胶工业协会就召开了《轮胎行业清洁生产评价指标体系》标准讨论会,另外中国化工橡胶总公司也举办了《烟气治理新技术》研讨会。这充分说明了在橡胶轮胎行业未来的发展过程中,清洁生产、控制污染物排放等工作将会是重点。
2、企业简介
山东荣创机械科技有限公司于2010年9月9日正式注册成立,公司坐落在山东省东营市胜利经济开发区,占地20000余平方米,注册资金3000万元,项目设计产值4.3亿元。企业先后通过了ISO9001国际质量管理体系认证、ISO140001环境管理体系认证、OHSAS18001安全管理体系认证。公司还被东营市评为科技型企业和人才工作示范企业。公司致力于橡胶轮胎行业工业信息化技术研发与数字化装备制造,橡胶行业废气处理技术研发及装备制造,为橡胶轮胎企业提供软硬结合、管控一体的信息化整体解决方案。主要产品有子午胎成型机、硫化机、车间废气处理组合装备、全自动胶片冷却装置,复合线以及提供橡胶轮胎行业各种专业技术服务。
3、轮胎企业废气简介
在轮胎生产过程中,产生污染废气主要集中在炼胶工段,硫化工段。其中密炼工程和硫化工程是污染物产生的主要区域。
炼胶车间污染物主要为粉尘及挥发性有机物(VOCs)。其中粉尘主要为炭黑、硫磺、氧化锌、防老剂、碳酸钙、陶土等;挥发性有机物(VOCs)包括硫化氢、二硫化碳、甲苯、二甲苯、苯乙烯以及非甲烷总烃物质,其中硫化氢、二硫化碳、苯乙烯均属于恶臭性污染物;另外密炼机出口处还会产生水汽,油类(乳化油和乳油)等污染物。
硫化车间产生的废气主要是硫化合物(SO2,硫醇等)、含氧有机物(酚,醛,有机酸等)、烃类(烷烃、烯烃、烃、芳香烃等)
4、废气处理措施
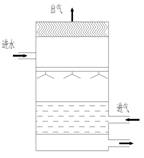
目前,密炼车间粉尘处理方式基本趋于一致,其通用的处理方式,即在密炼机加料过程中产生物料扬尘处,在其上方设置集气罩,并与布袋(或滤筒)除尘器相连接,收集粉尘经过袋式(或滤筒式)除尘器过滤集中后,回收再利用。经过除尘器过滤的废气排放浓度理论最低值可达5mg/m³。
根据《橡胶制品工业污染物排放标准》规定
| 污染物 | 生产工艺或设施 | 排放极限值mg/m³ | 基准排气量m³/t胶 |
| 颗粒物 | 轮胎企业及其他制品企业 炼胶装置 |
18 | 2600 |
| 乳胶制品企业后硫化装置 | 18 | 20000 |
试验中某轮胎厂除尘设备排气口数据、车间外环境数据、车间工作环境数据对比
| 监控位置 | 测量数 | 炭黑浓度mg/m³ | 备注 |
| 车间外环境 | 1 | 1.2 | 经过除尘器后,炭黑浓度明显下降,且达到标准排放值 |
| 2 | 1.1 | ||
| 3 | 0.7 | ||
| 除尘器排气口 | 1 | 20 | |
| 2 | 21 | ||
| 3 | 27 | ||
| 工作岗位处 | 1 | 97.5 | |
| 2 | 86 | ||
| 3 | 101 |
轮胎企业VOCs废气污染是最主要的污染物,其特点是废气量大,污染物组成成分复杂,性质差异大,且多种污染物具有恶臭特性。其含有的恶臭性物质对厂区周边的环境影响很大。轮胎企业遭遇居民投诉问题其中90%都是恶臭扰民问题。
轮胎企业VOCs废气主要成分为:
1、含硫的化合物:如H2S、SO2、硫醇类、硫醚类;
2、含氯化合物:如酰胺、吲哚类;
3、烃类:如烷烃、烯烃、炔烃、芳香烃类;
4、含氧的有机物:如醇、酚、醛、酮、有机酸等;
在国内,VOCs的处理技术起步晚,受制于技术水平和整体经济实力的限制,我国基于对VOCs的研究还非常的有限,观测试验、试验仪器等还比较少。下面简单介绍目前常用的VOCs处理工艺。
1、吸附法
吸附技术是VOCs处理最为经典和常用的方式,也是目前的主流技术之一。
原理是利用吸附原料与污染物质(有机废气)进行物理结合或者是化学反应将污染物除去。主要的吸附原料为活性炭。其优点是吸附效率高,易于自动化控制,设备投资少,运行费用低,适合于中低浓度的VOCs处理。缺点是不适合高温、高浓度废气,且吸附原料需要定期更换。

2、吸收法
利用洗涤液与废气接触,从而将VOCs带走,然后利用化学药剂将水中的VOCs 中和氧化。
此法适合高水溶性VOCs(特别是酸性气体),不适合低浓度有机废气。其技术成熟可靠,投资成本低,占地面积小。不足是后续废水需要处理,且维护费用较高。此法在乳胶行业使用的较多。
冷凝法是利用物质在不同温度下具有不同饱和蒸汽压这一物理性质,将废气温度降低到VOCs成分的露点以下,是要处理的VOCs凝结为液态,然后分离回收去除。
此方法适合有回收利用价值的VOCs处理,要求浓度高,种类较为单一,浓度大于1%时,其回收率可达90%以上。
冷凝法不适合末端达标处理,一般不单独使用,适合作为其他处理方法的预处理方式。
4、膜分离技术
此技术兴起于上世界60年代,80年代膜技术在我国跨入应用阶段,其指在分子水平上不同粒径分子的混合物在通过半透膜时,实现选择性分离的技术,半透膜又称分离膜或滤膜,膜壁布满小孔。
该技术适合高浓度VOCs,去除效率高达97%,工艺简单,操作方便。不足的是投资较高,且滤膜可能成为二次污染物。
5、微生物降解技术
利用微生物对废气中的污染物进行消化代谢,将其转化为无公害的二氧化碳、水及无机盐类物质。此法适合含有碳氢氧的有机物、简单的有机硫化物、有机淡化物、硫化氢以及氨等无机物。
生物降解技术费用低、能耗低、氧化完全。缺点是微生物易失活。

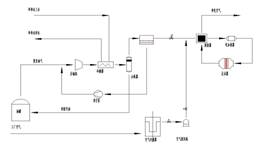
基于有机废气可以燃烧氧化的特性,将废气通入一个高温的环境中,让其氧化燃烧,最终产生二氧化碳和水,达到处理目的。设备运行费用低,能将产生的热量进行回收利用,如RTO蓄热式燃烧法,可利用废气燃烧产生的热量获得大量的蒸汽。此法不适于含酸性物质的废气和氯化物废气(易产生二噁英),设备进气浓度的经济性及爆炸极限需要控制,投资成本高。
目前此法是VOCs处理的主流技术,但是在轮胎行业的实际应用还较少。已知国内有大型轮胎厂有立式RTO及旋转式RTO处理设备。蓄热式(RTO)处理方式对轮胎厂来说是相当适合的,主要因素是其热力回收产生的蒸汽很适合轮胎厂。
7、等离子技术
其基本原理是在电场的加速作用下,产生高能电子,当电子平均能量超过目标治理物分子化学键能时,分子键断裂,达到消除污染气体分子的目的。
此法实现了在常温下去除VOCs,耗能低,去除效率高,适合大风量低浓度废气处理。但设备投资略高,中间产物不可靠、设备本质上不防爆。酸性杂原子需要限制。
8、光催化技术
此技术是基于光催化剂在紫外线照射下具有的氧化还原能力而净化污染物。光催化剂纳米粒子在一定波长的光线照射下受激产生电子空穴对,空穴将吸附在催化剂表面的氢氧根离子和水氧化成氢氧自由基。而超氧负离子和氢氧自由基具有很强的氧化性,能将绝大多数的有机物氧化至最终产物CO2和H2O,甚至对一些无机物也能彻底分解。
此技术设备简单,易于维护,使有机废气能再常温下分解,减少甚至无二次污染。不足是设备占地面积大,受气候影响大,工况变化大。
目前VOCs的处理方式基本都采用组合方法,即根据用户废气现状采用多种方式结合处理。轮胎厂最常采用的处理方式为膜片除臭+光氧催化+活性炭吸附或者是膜片除臭+等离子+光氧催化,几种方式的结合使用都能满足现有的排放要求。
在传统的处理方式中,我公司为轮胎企业提供成熟的技术服务,改进设备的集气装置,降低设备的使用能耗及投资成本,成就最完美的性价比服务。另外我公司现在已经完成蓄热式燃烧法(RTO)在轮胎行业应用的理论验证及实验数据认证,首台实验样机也已完成了生产。在行业内第一次实现废气高效处理、热能以蒸汽形式回收利用的例子。
我们期望与众多轮胎企业携手合作,互利共赢,为轮胎行业的节能环保事业开拓新的天地。


